







China wholesale Angle Iron Machine - BHD700/3 FINCM Steel H-Beams Structura Automatic CNC 3d Drilling Machine – FIN CNC
China wholesale Angle Iron Machine - BHD700/3 FINCM Steel H-Beams Structura Automatic CNC 3d Drilling Machine – FIN CNC Detail:
Product parameters
| NO. |
Item name |
Parameters |
|
|
1 |
H-beam |
Section height |
150~700mm |
|
Flange width |
75~400mm |
||
|
2 |
U-shaped steel |
Section height |
150~700mm |
|
Flange width |
75~200mm |
||
|
3 |
Workpiece length |
|
1500 ~12000mm |
|
4 |
Maximum thickness of workpiece |
|
80mm |
|
5 |
Drilling power box |
Quantity |
3 |
|
Maximum borehole diameter |
Cemented carbide ¢ 30mm High speed steel ¢ 40mm |
||
|
Spindle taper hole |
BT40 |
||
|
Spindle motor power |
3×11KW |
||
|
Spindle speed (stepless speed regulation) |
20~2000r/min |
||
|
6 |
Tool magazine |
Quantity |
3 |
|
Number of tool positions |
3×4 |
||
|
7 |
CNC axis |
Quantity |
7+3 |
|
Servo motor power of fixed side, moving side and middle side feed shaft |
3×3.5kW |
||
|
Fixed side, moving side, middle side, moving side positioning axis servo motor power |
3×1.5kW |
||
|
Moving speed of three positioning CNC axes |
0~10m/min |
||
|
Moving speed of three feed CNC axes |
0~5m/min |
||
|
Up and down movement distance of fixed side and mobile side |
30~370mm |
||
|
Left and right horizontal distance of middle side |
40~760 mm |
||
|
Width detection stroke |
650mm |
||
|
Web detection stroke |
290mm |
||
|
5 |
Feeding trolley |
Power of servo motor of feeding trolley |
5kW |
|
Maximum feeding speed |
20m/min |
||
|
Maximum feeding weight |
10t |
||
|
Up and down (vertical) stroke of clamping arm |
520mm |
||
|
8 |
Cooling system |
Compressed air pressure required |
0.8Mpa |
|
Cooling mode |
Internal cooling + external cooling |
||
|
9 |
Accuracy |
Error of adjacent hole spacing in hole group |
±0.4mm |
|
Accuracy error of 10m feeding |
±1.0 |
||
|
10 |
Overall dimensions of main engine (L x W x H) |
|
About 5100 × two thousand and one hundred × 3300mm |
|
11 |
Electrical system control |
|
PLC + bus |
|
12 |
Main engine weight |
|
About 7500kg |
Details And Advantages
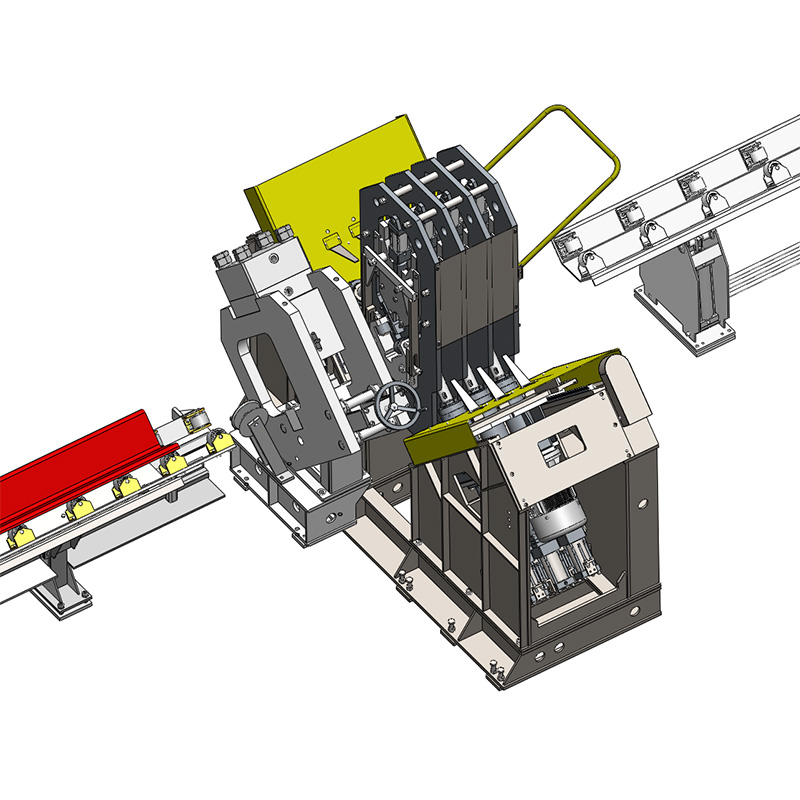
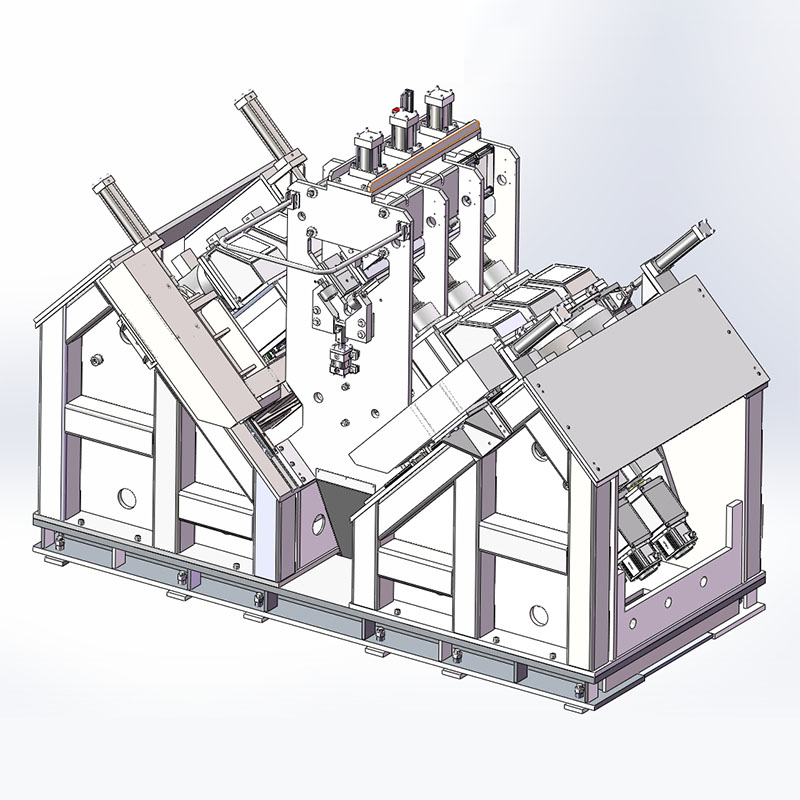
1 There are six CNC axes on the three sliding tables, including three feed CNC axes and three positioning CNC axes. Each CNC axis is guided by precision linear rolling guide and driven by AC servo motor and ball screw, which ensures its positioning accuracy.
2 Each spindle box can be drilled separately or at the same time.
3 Equipped with BT40 taper hole, it is convenient for tool changing, and can be used to clamp twist drill and cemented carbide drill. The performance of drilling and tool changing is stable, and it has a wide range of applications. The speed can be continuously variable in a large range to meet a variety of speed requirements。
4 The material is fixed by hydraulic clamping. There are five hydraulic cylinders for horizontal clamping and vertical clamping respectively.
5 In order to meet the processing of multiple hole diameters, the machine is equipped with three in-line tool magazine, each unit is equipped with a tool magazine, and each tool magazine is equipped with four tool positions.
6 The machine is equipped with material width detection and web height detection device, which can effectively compensate the deformation of the material and ensure the machining accuracy;
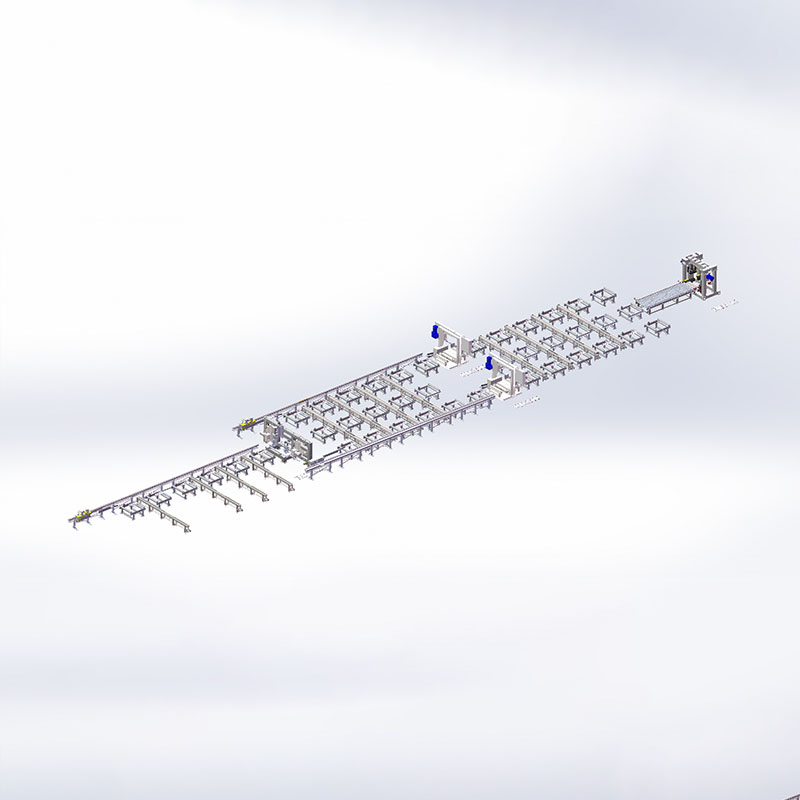
7 The machine adopts the trolley feeding, and the CNC clamp feeding mechanism.
8 Each spindle box is equipped with its own external cooling nozzle and internal cooling joint, which can be selected according to the needs of drilling.
Key Outsourced ComponeNmts
|
No. |
Name |
Brand |
Country |
|
1 |
principal axis |
Keturn |
Taiwan, China |
|
2 |
Linear rolling guide pair |
HIWIN/CSK |
Taiwan, China |
|
3 |
Hydraulic pump |
JUSTMARK |
Taiwan, China |
|
4 |
Electromagnetic hydraulic valve |
ATOS/YUKEN |
Italy / Japan |
|
5 |
servo motor |
Siemens / MITSUBISHI |
Germany / Japan |
|
6 |
Servo driver |
Siemens / MITSUBISHI |
Germany / Japan |
|
7 |
Programmable controller |
Siemens / MITSUBISHI |
Germany / Japan |
|
8 |
computer |
Lenovo |
China |
Note: The above is our fixed supplier. It’s subject to be replaced by same quality components of other brand if the above supplier can’t supply the components in case of any special matter.
Product detail pictures:




Related Product Guide:
We pursue the administration tenet of "Quality is remarkable, Services is supreme, Status is first", and will sincerely create and share success with all customers for China wholesale Angle Iron Machine - BHD700/3 FINCM Steel H-Beams Structura Automatic CNC 3d Drilling Machine – FIN CNC , The product will supply to all over the world, such as: Japan, Boston, Muscat, We warmly welcome domestic and overseas customers to visit our company and have business talk. Our company always insists on the principle of "good quality, reasonable price, the first-class service". We have been willing to build long-term, friendly and mutually beneficial cooperation with you.
As an international trading company, we have numerous partners, but about your company, I just want to say, you are really good, wide range, good quality, reasonable prices, warm and thoughtful service, advanced technology and equipment and workers have professional training, feedback and product update is timely, in short, this is a very pleasant cooperation, and we look forward to the next cooperation!
Products categories
-

Hot New Products Drilling And Milling Machine -...
-
Free sample for Punching Hole Machine - CNC An...
-

Factory wholesale Drill Punch - PM Series Gant...
-
Manufacturer of Saw Cutter Machine - CNC Drill...
-
OEM/ODM China Automatic CNC Drilling - PLM Ser...
-
High Quality CNC Angle Line - Steel Structure ...